FDM方式 3Dプリンター「Creality Ender 3 S1 Pro」を先日購入して、よく分からないけど組み立てまで完了しています。まあ、電源も入るし大丈夫かな?

早速、テスト印刷です。同梱のSDカードにサンプル素材が入っています。既に専用のスライサーソフトでスライス、設定済みのサンプルです。そのままスタートを押せばいけるはず・・・。の前に、プラットフォームの傾きレベリング調整が必要です。これ、自動調整って購入時に書いていたけど、実際は他のFDM方式 3Dプリンタと同様に手動での「A4用紙をノズルとプラットフォームの間に入れて、紙を引っ張って隙間が丁度抵抗が少しある位に調整が必要」です。全自動じゃナイじゃん!!
詳しい、調整方法は省きますが、どうもこの調整方法が気になりすぎか?納得が行かない。
プラットフォームの傾きレベリング(高さ)調整
1.自動調整機能をスタートさせてプラットフォームの各16点を自動でZ軸テストに行く。この時にエラーが出たらその場所が2mm以上の傾きがあるので手動の補助調整機能(プラットフォーム5点の手動調整)を行う。
2.自動調整が終わったら、手動の補助調整機能に入って中央でのZ軸の高さをA4紙を使用して引っ張って少し引っかかる位に調整する。←結局手動調整が必要。
3.中央での調整が終わったらメニューを戻る。
と、取説(簡単に要約したけど)には書いています。が、どうもYouTubeや他のブログでの方々の「Creality Ender 3 S1 Pro」のプラットフォーム調整が違う。
先ず、手動の手動の補助調整機能に入ってA4用紙で5点調整を先にする。その後、自動調整機能をする。その後、もう一度補助調整機能に入ってA4用紙で5点の確認をする⇒自動調整機能し確認しナゼか?手動で5点の高さが合わないw。で作業を繰り返すw。
(また、ノズルモジュールやプラットフォームが実際の印刷時に熱膨張で伸びるのを考慮して、実際の印刷温度にモジュール、プラットフォームを上げてから調整する人もいます。この点は理屈からは正しいが、この3Dプリンターの仕様精度から言ってそこまで必要かは不明)
私も取説の調整や他の方の調整を試して見ましたが、どうも5点の手動調整は何度やってもズレが出みたいです。よく分からないけど、調整後に手動で中央の高さを確認すると高さが調整前より高くなる?。
当初、この調整方法の意味が分からず(オートで自動で高さを確認しているのに補正していないのか? オート調整も傾きの差が2mmって取説書いているからそのレベルでの補正しかしていないかも)。これで1時間くらい悩みました。色んなYouTubeやブログも観たりして。
結局は取説の調整で良いようです。多分。この辺りのプラットフォームの傾き調整の精度は、「Creality Ender 3 S1 Pro」のスペック上の印刷精度が±0.2㎜なので0.2㎜以上の傾きが無ければOKなのカモしれません。今後の沢山印刷していくのでその辺りの精度と印刷精度は確認して行きたいと思います。
テスト印刷。小さいウサギさんが量産できる!
と、量産できる! と書いたけど、テスト用のサンプルはウサギさんが1羽、プラットフォームの中央に印刷します。
前準備として、材料のフィラメントをノズルモジュールに差し込みます(Creality Ender 3 S1 Proにはフィラメントセンサも付いているのでそれに通してノズルモジュールに入れる)。ノズルモジュールの奥まで入れる為にはモジュールに付いているレバーを開いて思いっきり押し込む╭( ・ㅂ・)و ̑̑ グッ !
YouTubeや他の方々は事前にノズルモジュールとプラットフォームの温度を上げて前準備をしていますが、印刷データを読み込んだら自動で温度上昇、印刷が終わったら自動で温度下降するので特に事前に温度を上げる必要はナイです。多分。
付属のSDカードを「Creality Ender 3 S1 Pro」に差します。印刷画面から印刷したいウサギのデータを選んでスタート
ノズルモジュールから溶けたフィラメントが出てきて印刷を開始しました。スゴく動作音は静かです。光造形方式 3DプリンタのZ軸動作のボールネジ動作音よりメチャクチャ静か。マジか、FDM方式 の方が五月蝿いと思っていたw。メカ的な動作音は静かですが、その代わりノズルモジュールの2つのファンがスゴく五月蝿いです。フィラメントを熱で溶かして印刷する⇒とても暑いノズルモジュールを冷やす為&設定温度を一定に管理する為の2つ小さいファンがフル回転してスゴく五月蝿いです。これは仕方ない、こんな小さいノズルモジュールに200℃の温度が掛かり、フィラメントを送り出す為のモータも熱くなるし、モジュールの温度を設定温度以内で安定させる必要があります。このモータの耐久性とノズルの温度調整がFDM方式 3Dプリンタの一番大切なところです。と、個人的に思った(●°ᆺ°●)。
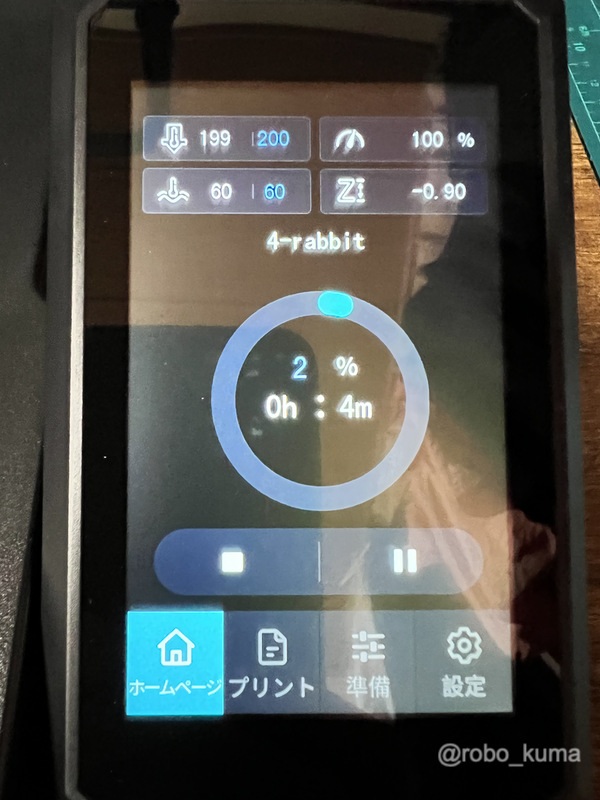
ノズルモジュール温度は200℃、プラットフォームの温度は60℃です。使用しているフィラメントは本体に付属していた白色のフィラメント(PLA)を使用です。温度設定など動作設定はSDカードのデータ内のテストデータなので購入時のテスト用フィラメント用に温度は設定されています。
4分で2%の印刷完了。思っていたい以上に印刷が早い。

ウサギさんの足が印刷出来ている( ´艸`)。テスト用のデータのまま他の素材やメーカーのフィラメントで印刷すると失敗する場合があります。使用するフィラメントに有った温度設定が必要!ですね。この辺りはレジンを使用する光造形方式 3Dプリンタも同じです。
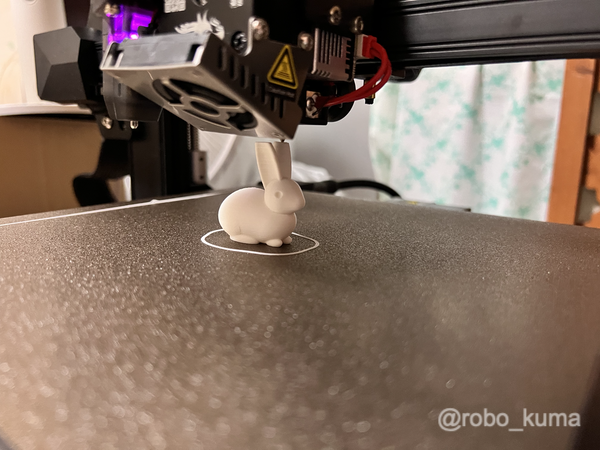
ほぼ、ウサギさん。耳の部分を印刷中。カワイイな! 見たところ、この印刷でサポート材は不要のようです。

印刷完了。白いウサギさんが完成しました。大きさは、約45㎜×50㎜×20㎜です。小さいウサギさん。光造形方式 3Dプリンタに比べて積層痕が目立ちますが、思っていたい以上の印刷クオリティです。素晴らしい( ´艸`)。多色のフィラメントを購入してウサギさんを増やしてみたい(無駄遣い)。
このテスト用ウサギさんを印刷するのに52分かかりました。1時間も掛かっていない! (光造形方式なら2〜3時間掛かる)
(光造形方式 3Dプリンタだと、印刷完了までの残り時間&経過時間がでますが、このプリンターは経過時間と作業パーセント。取りあえず、造形物をスライスした時に印刷時間はソフト上に出ので作業時間の目安は立てられます)
PLA樹脂のフィラメントで出来たウサギさん。強度も固く、軽く造形のレベルも問題無しです。流石にテスト印刷は失敗しないよね。自分でスライスしてもう少し大きなウサギさんをテスト印刷して見たい! おろ? フィラメントの無駄遣い? 確かに造形物が大きくなるとフィラメントも大量に使うし印刷時間も掛かります。
取りあえず、初めてのFDM方式 3Dプリンター「Creality Ender 3 S1 Pro」でのテスト印刷は成功です。早く色々と3D造形ソフトでモノを作って印刷したい・・・けど、造形ソフトが上手く使えていない、下手くそな状況です。何事も新しいアプリを使用し慣れるのに時間が掛かる。無料の造形ソフトを何種類かお試しで使っていますが、なかなか慣れない。3D難しいな! 会社のCADソフトは簡単なのに・・・図面は製図は出来るのだが、どうも3D CADの概念が頭に入らないアラフィフなオッサンです。もう、脳みその動きがスゴく悪い〜と歳のせいにしている。
印刷後の後片付けが良く分からない。取りあえず、ノズルモジュールからフィラメントを抜いて、ノズルを清掃。
取説には印刷までの工程しか書いていない。印刷後のフィラメントの取り出し方、清掃について書いていない。フィラメントの取り出し方は「ノズルモジュールが熱いうちに、フィラメント一度押し込んで引き抜く」らしい。でフィラメントはノズルモジュールから引き出して保管しましたが、ノズルモジュールのノズルはそのままで良いのか?ノズルにはフィラメントの溶けたモノが残っています。取りあえず付属のノズルクリーナー(細くて長い針金)でノズルモジュールが暖かいうちに(手動で温度上昇は出来る)、ノズル内のフィラメントを取り出しました。多分、これでOK? ノズル内にフィラメントが残っていても次回の印刷時に溶けて押し出せれると思うけど、何事もノズルに異物が詰まった状態での保管はアウトです。はんだ吸い取り機もね。
付属のテスト用フィラメントはPLA樹脂で思ったより軽くサラサラで固いフィラメントです。サラサラな故に湿気を吸いそうなフィラメント。実際、フィラメントは湿度に弱く湿気を吸うようです。取りあえず、エア抜きしたジップロックに保管しました。テスト用のフィラメントなのでそんなに量がない。今後は本番印刷用にフィラメントを購入して保管方法も考えないといけませんね。3Dプリンターを置いている和室はとても暑くて蒸し蒸しです。この夏は例年以上に蒸し暑い。
楽しい。50前の新しい物作り開始(*`・ω・)ゞ
3Dプリンターは本当に楽しいですね。FDM方式、光造形方式 3Dプリンタのそれぞれに得意分野、不得意で難しいところがあります。これで自宅での新しいモノ作りの機械はそろいました。あとは私の努力次第╭( ・ㅂ・)و ̑̑ グッ ! 先ずは3D CADを極めるのが先ですね。同時に3Dプリンターの動作や環境での印刷条件などなども、ネットで配布されている造形物をお借りして印刷して装置の使い方レベルもアップしたいと思います。う〜ん、平日は時間ないね。2,3時間で印刷が終わるレベルの造形しか出来ない。
朝、印刷のスイッチおして帰宅して完成!な時短も良いですが、やはり夏場は室温、湿度が高く無人での3Dプリンター動作は、
- 光造形方式 3Dプリンタは印刷完了後になるべく早く洗浄が必要。
- FDM方式はノズルモジュールが高温で動作中に何らかのミスで火災を起こす可能性があります。
と、何でもスイッチ1つで後は待つだけ!とは行きません。監視用のカメラを設置する。煙センサを設置する、緊急電源オフ装置(リモート)を設置するなどの安全対策を取った上で無人印刷は可能かな? 光造形方式は洗浄、乾燥、一次硬化など手間があるのでリモート操作は難しいですねw。
アラフィフなオッサンですが、50前の新しい挑戦です。まあ、定年退職の60歳まで待てずに(結構、今が投資のチャンスw)の開始です。頑張るぞい٩( ‘ω’ )و
それでは(^_^)/
LEAVE A REPLY